Drill Chcuk Runout
|
|
I noticed that there seemed to be a fair amount of wobble in my drill bits,
and I decided to see if I could identify what was causing the problem.
To start with, I decided to measure the runout. On both my 3/8" drill chuck
and my 1/4" drill chuck, I was getting somewhere between 0.007" and 0.010"
of runout on the shank of the drill bit right next to the chuck. Some really
cheapo chucks that I had were only giving about 0.003" of runout. I thought
something was fishy.
|
|
|
|
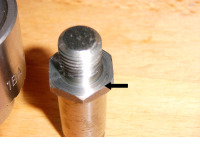
3/8" Drill Chuck
Unfortunately, I forgot to take "before" pictures of the chuck. Here's an
after picture and you can still see the trough that's left (highlighted
by the arrows). The metal that was in the trough was ploughed up and caused
the chuck to tilt slightly to one side.
Bigger...
|
|
|
|
1/4" Drill Chuck
The identical looking scar on the 1/4" drill chuck. I removed the high
spot on both chucks using a diamond hone.
Bigger...
|
|
|
|
|
|
|
#0 Morse Taper (Tailstock)
Here we have the source of the problem. A gouge, and some rust in the
tailstock adapter. I wasn't expecting this on my new equipment. Now I know
better to look at ALL mating surfaces.
Bigger...
|
|
|
|
|
|
|
|
|
|
Facing the #0 Morse Taper Adapter
I disassembled the tailstock, so that I could use the ram to mount
the #0 Morse Tapter Adapter in the lathe and clean up the mating surface.
I used paper to protect the surface of the ram, and used an indicator
with the 4 jaw chuck to get things running true.
Bigger...
|
|
|
Things run MUCH better now. I can get the drills running between 0.0003
(3 tenths) and 0.001 depending on how the drill chuck is seated, and how
good the drill bits are. I found that the stamps used to label the
drills (on the drill shank) sometimes cause material to be pushed up
outside the diameter of the drill bit, and removing this helps as well.
|
|
Home
- Machinist
- Modifications/Improvements
|